
语言
语言
线束插接器用于汽车电路各连接点的连接,是汽车上的重要零件,其品质好坏直接影响到电力或信号的传输效果。插接器在汽 […]
![[汽车线束端子]退针原因讲解](https://www.js-hns.com/wp-content/uploads/2020/06/1.jpeg)
线束插接器用于汽车电路各连接点的连接,是汽车上的重要零件,其品质好坏直接影响到电力或信号的传输效果。插接器在汽车中占的成本比例较小,但在汽车使用中若出现品质问题,往往产生严重的后果,且维修成本大幅增加,因此,插接器的品质越来越得到汽车制造商及零部件供应商的重视。
端子退针是线束插接器比较常见的一种失效形式。端子退针是指插接器完成装配后,端子与护套非正常分离,从而使插接器功能丧失。此种失效形式的形成原因一般包括3个方面:①端子在护套中的保持力不合格;②对插干涉;③产品应用问题。本文根据这3个方面的原因对插接器端子退针进行分析并提出解决方案。
1.端子在护套中的保持力不合格
端子在护套中的保持力是指沿轴向使端子与护套分离所需的力。
为避免出现端子退针的现象,插接器的性能试验标准对端子在护套中的保持力做了严格规定:①规格不大于2.8的插接器保持力大于40N;②规格大于2.8的插接器保持力大于60N。
实践中较多端子退针现象的产生都是因为保持力不满足规定。一般来说,端子在护套中的保持力不合格的原因有:结构设计问题及材料选择问题。
1.1结构设计问题
结构设计问题主要是指端子和护套的挂接结构设计。这种挂接结构一般是一种弹性结构,分为护套上采用弹性结构和端子上采用弹性结构。
1.1.1护套上采用弹性结构
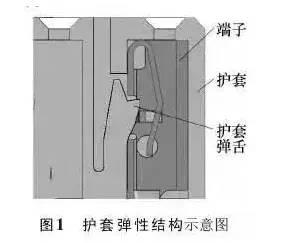
护套上采用弹性结构,将端子和护套装配所需要的弹性结构设计在护套上,在端子和护套装配过程中,通过护套弹舌(设计在护套上的弹性结构)受力变形,实现端子和护套的装配。在端子和护套装配到位后,护套弹舌由于受力解除而恢复至原始状态。该护套弹舌和设计在端子上的挂台结构的配合,保证护套对端子的有效定位。护套弹舌的剪切强度决定了端子在护套中的保持力。剪应力计算公式如下:

式中:τ———材料所受的剪应力;F———材料剪切方向受力;A———剪切面积;[τ]——材料的许用屈服剪应力。
由公式(1)可知:材料剪切方向承受的最大力与材料的剪切面积成正比,与材料的许用剪应力成正比。护套弹舌设计时,当材料选定后,材料的许用屈服剪应力即固定不变,要保证产品满足端子在护套中的保持力(剪切方向受力)要求,需保证护套弹舌的剪切面积满足要求值。
实践中由于考虑到端子和护套的设计间隙,因此剪切面积应按极限恶劣情况计算。端子和护套的设计间隙应能保证在极限恶劣情况下计算出的剪切面积所能承受的屈服剪应力大于要求的端子在护套中的保持力。
1.1.2端子上采用弹性结构
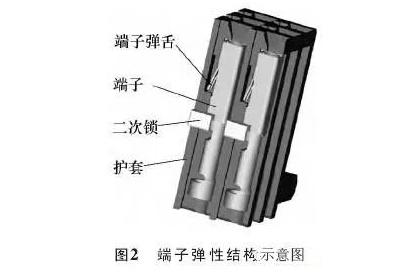
端子上采用弹性结构是指将端子和护套装配所需要的弹性结构设计在端子上,在端子和护套装配过程中,通过端子弹舌(设计在端子上的弹性结构)受力变形,实现端子和护套的装配。在端子和护套装配到位后,端子弹舌由于受力解除而恢复为原始状态。该端子弹舌和设计在护套上的挂台结构的配合,保证护套对端子的有效定位。
端子弹舌的屈服强度决定了端子在护套中的保持力。由公式(1)可知:端子弹舌设计时,当材料选定后,材料的许用剪应力即固定不变,要保证产品满足端子在护套中的保持力(剪切方向受力)要求,需保证端子弹舌的剪切面积满足要求值。
实践中由于考虑到端子和护套的设计间隙,除考虑端子弹舌的剪切面积(材料厚度和弹舌宽度)外,应保证极限恶劣情况下,端子弹舌与设计在护套上的挂台结构具有完整的配合。
1.2 材料选择问题
1.2.1护套材料选择
插接器护套常用材料有:聚酰胺(俗称尼龙)、聚对苯二甲酸丁二醇酯(PBT)、ABS等。
对于护套弹舌结构,一般主要考虑材料的韧性,根据满足韧性要求的材料的许用屈服剪应力设计弹舌结构的尺寸。
需要强调的是,材料的许用屈服剪应力应按材料经受插接器可能存在的高温老化、温度-湿度循环、化学液体腐蚀等试验后的允许值计算。如果按试验后的许用屈服剪应力值设计弹舌结构无法满足要求,则应考虑更换材料或使用二次锁结构(图2)来解决。
当插接器初始保持力正常,试验后保持力不合格出现退针时,一般是因为按使用材料的初始许用屈服剪应力设计了弹舌结构造成的。
1.2.2端子材料选择
插接器端子常用材料有:紫铜、黄铜、青铜。根据它们的硬度情况又可分为软、半硬、硬3种状态。
这3种材料中,紫铜应用较少,一般用于接地孔式或叉式接头等。黄铜和青铜应用较多。黄铜的导电性能比青铜好,而青铜的硬度和弹性比黄铜好。当使用端子弹舌结构时,一般应使用青铜。使用黄铜材料经常会出现保持力不足的现象。
2 端子对插干涉
端子对插干涉是指插接器的公端和母端在对插过程中,由于公端子插入母端子非有效区域,从而使插接器出现端子退针等功能丧失现象的失效形式。一般来说,端子对插干涉的原因有:①结构设计问题;②端子插拔力问题。
2.1 结构设计问题
涉及到端子对插干涉的插接器结构设计问题主要有:插接器的中心距设计问题(包括尺寸错误或公差过大等)、端子和护套配合间隙设计问题(包括间隙过大或过小)等。
当结构设计存在问题时会出现插接器对插过程中公端子和母端子不对中,这种不对中出现在x方向时(图3),会出现公端子顶在面B的顶部或面C上,程度较轻时会造成插接器插拔力偏大,程度严重时会造成插接器插接过程出现端子退针。这种不对中出现在y方向时(图4),会出现不应该的母端子露出部分,公端子易顶在母端子露出部分,程度较轻时会造成插接器插拔力偏大,程度严重时会造成插接器插接过程出现端子退针。


例如,某汽车厂总装车间发动机舱熔断丝盒与线束对插装配过程中,曾经出现线束端插接器端子频繁退件且插入力较大,退针发生比率为15%,插入力大发生比例为全部。经对问题件分析,发现由于与线束端对插的相应熔断丝盒结构中心距设计问题,造成对插过程中公端子和母端子不对中,从而造成线束端插接器与熔断丝盒装配过程中插入力较大且线束端插接器端子部分退针。对熔断丝盒相应结构改进设计后,该问题得以解决。
2.2 端子插拔力问题
由于装配性能的要求,插接器端子插拔力应越小越好,而过小的插拔力将使插接器的接触电阻增大,导电能力降低。因此,合适的端子插拔力是在保证插接器电性能的前提下满足插接器装配性能的要求。为提高端子的导电能力,实践中经常会出现端子的插拔力被加大,一般情况下,这会导致装配困难。而当端子插拔力大于端子在护套中的保持力时,则可能导致插接器对插过程中的端子退针。
3 产品应用问题
涉及到插接器端子退件的产品应用问题,主要是指在线束生产过程中出现的可能造成端子退针的问题。一般包括端子压接问题和端子装配问题。
“香蕉”端子是端子压接过程常出现的问题。是指由于不当压接导致的端子过度弯曲,使端子的接合区和压接区的中心线不平行,见图5。
过度弯曲的程度较轻时会造成插接器的插拔力增大,影响装配性能;程度严重时会导致插接器对插过程中公端子无法插入母端子的有效插入区域,从而造成端子退针。

例如,某汽车厂总装车间后尾灯与线束对插装配过程中,曾经出现线束端插接器端子频繁退针,发生比率为20%,经对问题件分析,发现由于端子的不当压接,出现部分端子过度弯曲(香蕉端子),从而造成线束端插接器与后尾灯装配过程中线束端插接器端子退针。对端子压接调整后,该问题得以解决。
4 结论
连接器端子退针的原因包括3个方面:
①端子在护套中的保持力不合格———一般是设计原因、制造原因或使用材料的原因造成的;
②对插干涉———一般是设计原因或制造原因造成的;
③产品应用问题———主要是在产品使用过程中不合适的使用方法造成的。
实际使用时,如果出现端子退针的情况,应先分析形成问题的原因,有针对性地加以解决。
